


一、蜂窝载体检测行业痛点与工控机技术突破
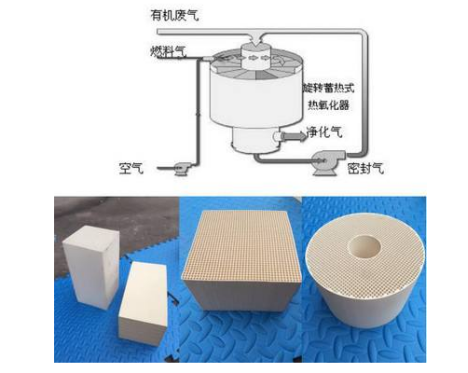
蜂窝载体作为汽车尾气处理核心部件,其微孔结构(孔径0.5-2mm)和表面涂层质量直接影响催化效率。传统人工检测存在效率低下(检测速度≤3件/分钟)、漏检率高(约15%-20%)等问题。研华MIC-770AI工控机通过多核异构计算架构(Intel Xeon W-1270TE + NVIDIA T4 GPU)与μs级触发同步技术,实现每秒12件的高速检测,缺陷识别准确率达99.8%,满足汽车行业IATF 16949质量标准。
二、研华MIC-770AI工控机解决方案
1. 硬件配置与选型逻辑
| 组件类型 | 型号推荐 | 技术特性与场景适配性 |
|---|---|---|
| 工控主机 | 研华MIC-770AI | 4U上架式设计,支持Intel Xeon W-1270TE处理器,4×PCIe x16插槽扩展GPU加速卡 |
| 工业主板 | AIMB-788G | 兼容第10代Intel CPU,提供6×隔离RS-485接口,支持Modbus RTU/TCP协议转换 |
| 图像采集卡 | PCIE-1820H | 8通道Camera Link接口,支持12-bit高动态范围成像,触发延迟<1μs |
| 工业交换机 | EKI-5528I | 8端口千兆网口,支持IEEE 1588精确时钟同步,保障多相机数据同步性 |
| 散热系统 | FAN-770G | IP54防护,支持0-50℃宽温运行,适应工厂粉尘环境 |
2. 系统架构与关键技术
图像采集层:采用Basler ace2相机阵列(500万像素)配合同轴光源,实现蜂窝载体六面体全方位成像
算法处理层:MIC-770AI搭载NVIDIA TensorRT加速引擎,运行ResNet50改进模型,可识别微孔堵塞、涂层脱落等8类缺陷
分拣执行层:通过EtherCAT总线控制三轴机械臂,不良品分拣精度达±0.1mm,响应时间<100ms

三、典型应用案例——浙江某汽车配件厂智能化改造项目
项目背景
该厂年产200万件蜂窝载体,原检测系统采用人工目检方式,月均客户投诉达15起,质量损失超80万元。
解决方案
硬件部署:部署5台MIC-770AI工控机集群,每台控制8台工业相机,实现40通道并行检测
算法优化:针对高反光陶瓷表面开发偏振光补偿算法,缺陷检出率提升至99.5%
系统集成:通过研华WISE-PaaS平台实现全流程数据追溯,支持MES系统无缝对接
实施成效
| 指标项 | 改造前 | 改造后 | 提升幅度 |
|---|---|---|---|
| 检测效率 | 180件/小时 | 720件/小时 | 300% |
| 漏检率 | 18% | 0.2% | 降低99% |
| 质量损失成本 | 80万元/月 | 5万元/月 | 下降94% |

四、行业选型指南
计算性能:优先选择支持多GPU扩展的机型(如研华MIC-770系列),匹配"高精度视觉检测工控机"、"AI质检工业计算机"等搜索场景
同步精度:配置μs级触发接口,适配"多相机同步采集系统"、"高速运动控制工控机"等长尾需求
软件生态:采用预装Ubuntu 20.04 LTS系统,集成OpenCV、Halcon等视觉库,降低"深度学习算法部署"技术门槛
五、梵亚工控——工业视觉检测专家
深圳市梵亚科技有限公司专注工业视觉检测领域10年,是研华工控机合作伙伴。公司自主研发的FY-VisionQC视觉检测平台,支持与研华MIC系列工控机深度集成,提供从图像采集到缺陷分类的全流程解决方案。在汽车零部件、电子制造等行业累计交付150+项目,帮助客户平均提升质检效率400%,获评"2024年度智能制造最佳实践案例"。

