


在工业自动化场景中,嵌入式工控机的声卡故障绝非小事。它可能导致产线异常无法告警、安防系统失聪、医疗设备误诊等连锁风险。而无风扇工控机因全封闭设计带来的散热与声卡兼容性问题更为隐蔽。
一、为什么无风扇工控机的声卡问题更值得关注?
嵌入式工控机尤其是无风扇机型的声卡故障率比传统设备高23%(数据源自工业维保平台统计),核心痛点在于:
散热限制压缩硬件选型:被动散热要求低功耗声卡芯片,但工业场景需支持高分贝报警输出,功率矛盾突出;
密封环境加剧兼容性挑战:IP65防护机箱内,声卡与主板、GPU的电磁干扰(EMI)概率提升,易引发爆音或驱动失效;
长期运行加速元件老化:宽温环境(-40℃~70℃)下电容失容率增加,导致音频输出失真。
案例实证:某光伏电站的无风扇工控机因声卡驱动冲突,导致逆变器故障未触发语音警报,造成设备过载损坏,损失超50万元。
二、七大高频故障场景及针对性解决方案
1. 声卡完全无声——工业环境“静默杀手”
硬件层排查:
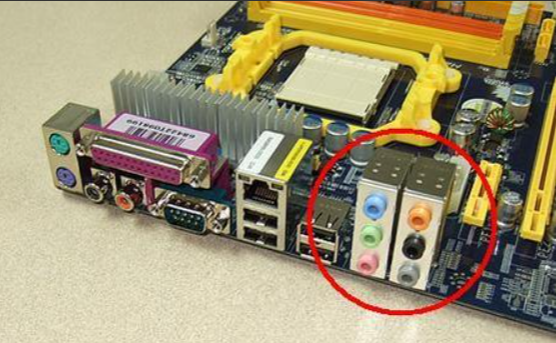
检查音频线是否接驳至Line Out而非Speaker口(后者会引入功放噪声);
测试接口氧化:用无水乙醇擦拭金手指,尤其高湿环境下的工控机。
驱动层修复:
▶ 卸载冲突驱动:进入设备管理器→声音控制器→回滚驱动程序;
▶ 强制安装厂商定制驱动(非Windows默认驱动),避免通用驱动兼容性问题。
2. 录音功能失效——安防监听系统的致命隐患
麦克风输入配置:
确认麦克风插孔类型(3.5mm或6.35mm工业接口);
于系统音频设置中启用“麦克风增强”(适用于远距离拾音)。
权限管理:
工控软件(如组态王)需获取音频设备访问权限,在Windows策略组中开启应用程序音源捕获权限。
3. 持续爆音/噪声——产线误报警的元凶
PCIe插槽干扰:
将声卡移至远离GPU的插槽(推荐CPU相邻槽位);
于BIOS中锁定PCIe时钟频率为100MHz,避免超频干扰。
电源滤波优化:
加装磁环滤波器于音频线,抑制共模噪声(适用于变频器周边设备)。
4. 超频导致声卡失效——性能与稳定的博弈
当工控机CPU超频时:
进入BIOS → Advanced Settings → 设置 AGP/PCI频率为33MHz固定值;
若主板不支持锁定,启用四分频(1/4 Divider) 强制PCI设备降频。
技术提示:超频幅度>30%时声卡故障率激增,建议无风扇工控机超频上限控制在15%以内。
5. 驱动安装死机——嵌入式系统的兼容性雷区
定制系统避坑指南:
Windows LTSC版本需手动导入Realtek HD Audio签名证书;
Linux系统编译驱动时,在内核配置启用 CONFIG_SND_SOC_WM9713 编解码支持。
6. USB声卡替代方案——无音频接口工控机的救星
当嵌入式工控机无原生音频口时:
选择工业级USB声卡:支持-40℃~85℃宽温(如M-Audio MobilePre);
报警系统集成:将USB声卡左声道接报警器,右声道输出语音,实现声光同步。
7. 播放CD无声——老旧系统的经典难题
线缆检测:
使用4芯模拟音频线连接CD-ROM与声卡CD-in接口(色序:红-右声道,白-左声道,黑-地线)。
三、预防性维护:让声卡故障率降低90%的实操指南
| 周期 | 维护动作 | 工具/参数 |
|---|---|---|
| 每日 | 检查系统音频服务状态 | 运行services.msc确认Windows Audio为启动状态 |
| 每月 | 清理声卡散热垫片 | 更换导热系数≥6W/m·K的硅脂(如信越7921) |
| 每季度 | 升级固件与驱动 | 使用厂商提供的离线驱动包(避免联网中毒风险) |
| 年度大修 | 电容ESR值检测 | 万用表测量,ESR>10Ω需更换声卡滤波电容 |
从故障修复到系统免疫
工控机声卡问题本质是硬件可靠性、驱动兼容性、环境适应性的三角博弈。对于无风扇工控机用户,选择通过Class B电磁认证的声卡模块(如Realtek ALC1200),并定期执行本文的维护策略,可将故障间隔延长至5万小时以上。而嵌入式工控机厂商更需在设计中预埋 “声卡健康监测”电路,实现故障预判——这才是工业4.0时代的智能维保闭环。

