


在工业4.0与智能制造浪潮的推动下,实时数据采集与设备互联已成为现代工厂高效运转的核心需求。然而,面对车间内动辄数十台设备同时运行的复杂环境,如何实现多通道、高并发的数据交互与统一管理?多串口数据采集工控主机凭借其多端口并行处理能力与工业级稳定性,正成为破解这一难题的关键技术工具。
一、多串口工控主机的核心价值:从单点突破到系统整合
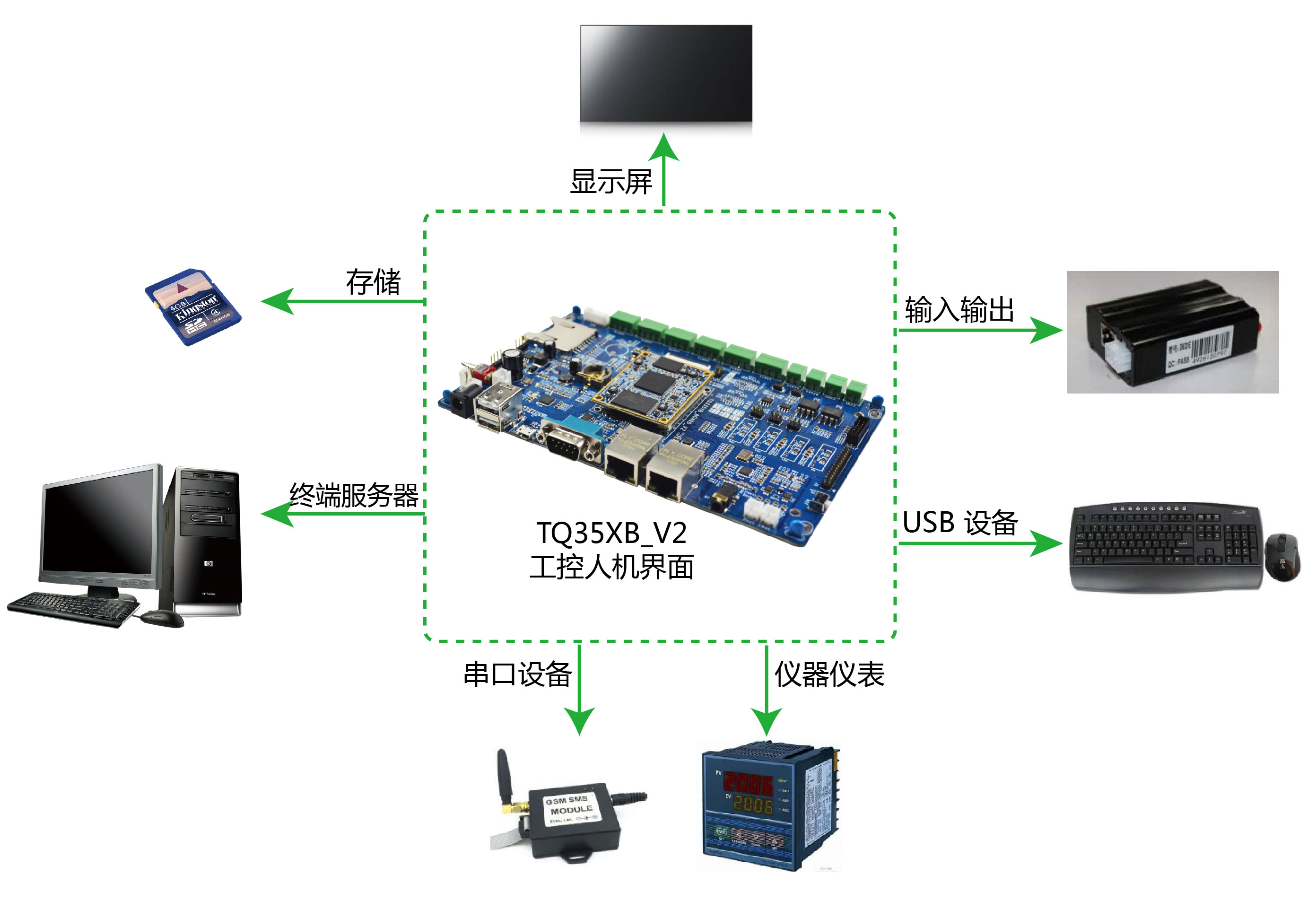
传统工控设备往往受限于单串口或有限接口设计,难以满足多设备协同作业的需求。而多串口数据采集工控主机通过集成8-32个RS-232/485串口,支持多种工业协议(如Modbus、Profinet),可同时连接PLC、传感器、HMI人机界面等设备,实现全链路数据实时抓取与集中处理。
以某汽车零部件生产线为例,通过部署一台16串口工控主机,系统成功将冲压机、焊接机器人、质检仪等12台设备的运行数据汇总至MES系统,使故障响应时间缩短40%,设备利用率提升28%。这一案例印证了多串口设计在消除数据孤岛、优化生产节拍中的实际效益。

二、硬件架构创新:打造高可靠通信底座
1. 多通道独立处理技术
不同于普通串口扩展卡的分时复用模式,高端多串口主机采用FPGA芯片级信号隔离,每个串口配备独立收发缓存,确保在9600-115200bps波特率范围内,多设备并行通信时零数据冲突、零丢包。
2. 工业级抗干扰设计
针对电磁干扰严重的车间环境,这类主机普遍采用全金属外壳屏蔽+光耦隔离电路,通过-40℃~75℃宽温测试,符合IEC 61000-4-4标准的四级抗浪涌能力。某风电设备制造商反馈,其部署的工控主机在强电磁场环境下连续运行3年,通信故障率低于0.01%。
3. 智能功耗管理
通过动态调节串口供电电压(5V/12V可选)与休眠唤醒机制,设备在满载状态下功耗可控制在25W以内,相较传统方案节能30%以上,契合绿色工厂的可持续发展目标。
三、典型应用场景解析
1. 智能制造产线监控
在3C电子组装车间,多串口主机可同时采集贴片机、AOI检测仪、AGV调度系统的运行数据,通过OPC UA协议上传至SCADA平台,实现工艺参数动态优化与设备健康状态预测。
2. 智慧能源管理系统
于光伏电站场景中,主机通过RS-485串口连接逆变器、电表、气象站等终端,每5分钟完成一次全站数据采集,配合边缘计算模块,可提前15分钟预测发电量波动,辅助电网调度决策。
3. 轨道交通信号控制
地铁信号机房内,多串口主机承担着ATS(自动列车监控)系统与轨旁设备间的通信中转,其毫秒级响应速度与双电源冗余设计,保障了列车运行间隔控制的精准性与安全性。

四、选型与部署的关键考量
企业在选择多串口工控主机时,需重点评估以下维度:
- 端口数量与类型:根据当前设备规模预留20%扩展余量,混合配置RS-232(短距离控制)与RS-485(长距离组网);
- 操作系统兼容性:主流机型需支持Windows/Linux/嵌入式实时系统,并提供SDK开发包;
- 网络安全防护:内置防火墙、支持VLAN划分与MAC地址绑定的机型,可有效抵御工控网络攻击;
- 服务支持体系:优先选择提供7×24小时远程诊断与固件终身升级的供应商。
某食品包装机械厂商的实践表明,采用模块化设计的工控主机(如研华UNO-2484G),可通过更换通信板卡灵活适配新增设备类型,使产线改造周期从2个月压缩至1周。
随着TSN(时间敏感网络)与5G技术的普及,新一代多串口工控主机正朝着有线无线融合通信方向发展。例如,华北工控近期推出的RPC-510A机型,在保留16个串口的基础上,集成5G模组与TSN交换机,可同时满足低时延控制指令传输与海量数据上云需求。此外,AI驱动的智能串口管理引擎也开始落地,通过分析历史通信数据,自动优化波特率、校验位等参数,进一步提升系统鲁棒性。
在工业数字化转型进程中,多串口数据采集工控主机已从单纯的硬件设备,进化为连接OT与IT领域的核心枢纽。其技术迭代不仅驱动着生产效率的跃升,更为构建数字孪生工厂、实现预测性维护提供了坚实的数据基石。

